һ����(ji��n)��
���������ϵ��������ڼӟ����Û����s���տs����(d��ng)Ȼ�Ӊ����w�eҲ���sС����ע�ܳ����^�������Ȍ���������ע����ģ����ǻ��(n��i)������Y(ji��)����������s�̻�����ģ����ȡ���ܼ��r(sh��)�����F(xi��n)�տs�����տs�Q������տs���ܼ���ģ��ȡ������(w��n)���@�Εr(sh��)�g��(n��i)���ߴ��ԕ�(hu��)���F(xi��n)С��׃����һ�N׃�����^�m(x��)�տs����һ�N׃����ijЩ��������������������F(xi��n)��Û��������������Ҫ���õ��dz����տs��
�����ܼ��Y(ji��)��(g��u)�����|(zh��)��Ӱ�
��(du��)�ڳ��ͼ��ں���f��һ�����ں�ڵ���s�r(sh��)�g�^�L(zh��ng)������տs��Ҳ�^��.��(du��)��һ���ܼ����f����(d��ng)�����Ϸ���ߴ��c��ֱ����������(d��ng)����ߴ�IJ�^��r(sh��)���t�տs�ʲҲ�^��.����������(d��ng)���x�������h(yu��n)�x���ڲ��ֵĉ����pʧ�����ԓ̎���տs��Ҳ�ȿ������ڲ�λ������ӏ�(qi��ng)��ס��_(t��i)�͵�̵��Π�����տs����������@Щ��λ���տs���^С��
1�����ϽY(ji��)��(g��u)��(du��)��Ʒ�տs�ʵ�Ӱ�
(1) ����ܼ��ȱ����ܼ��տs�ʴ�(�������(sh��)����1mm�����Ƽ�������2mm�տs�ʴ��@���������w��ģǻ��(n��i)��������ľ���);
(2) �ܼ��ώ�Ƕ���Ȳ���Ƕ�����տs��С;
(3) �ܼ��Π��(f��)�s�ı��Π(ji��n)�ε��տs��ҪС;
(4) �ܼ��߶ȷ���һ���ˮƽ������տs��С;
(5) ��(x��)�L(zh��ng)�ܼ����L(zh��ng)�ȷ����ϵ��տs��С;
(6) �ܼ��L(zh��ng)�ȷ���ijߴ�Ⱥ�ȷ���ߴ���տs��С;
(7) ��(n��i)���տs�ʴ������տs��С��
2���������|(zh��)��(du��)��Ʒ�տs�ʵ�Ӱ�
(1) �Y(ji��)���������տs�ʴ��ڟo��������;
(2) ����(d��ng)�Ժõ����ϣ������տs��С;
(3) �����м�������ϣ������տs�����@�½�;
(4) ��ͬ��������ͬ���ϣ������տs��Ҳ����ͬ��
����ģ�߽Y(ji��)��(g��u)��Ӱ�
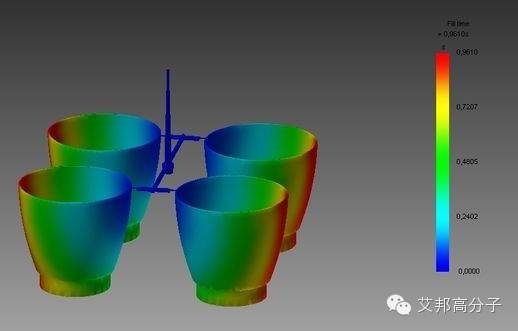
������ʽ��(du��)�տs��Ҳ��Ӱ푡���С���ڕr(sh��)�����Y(ji��)��֮ǰ���ڼ��̻���ʹ�ܼ����տs������ע��ģ���е���s��·�Y(ji��)��(g��u)Ҳ��ģ���O(sh��)Ӌ(j��)�е�һ��(g��)�P(gu��n)�I����s��·�O(sh��)Ӌ(j��)����(d��ng)���t���ܼ���̎�ضȲ�������a(ch��n)���տs���Y(ji��)����ʹ�ܼ��ߴ���׃�Ρ��ڱ��ڲ��֣�ģ�ߜضȷֲ���(du��)�տs�ʵ�Ӱ푄t�������@��С�����Y(ji��)���������c(di��n)��
(1) ���ڳߴ���տs�ʜpС;
(2) ��ֱ�ĝ��ڷ����տs�ʜpС��ƽ�еĝ��ڷ����տs������;
(3) �h(yu��n)�x���ڱȽ����ڵ��տs��С;
(4) ��ģ�����Ƶ��ܼ����ֵ��տs��С���o���Ƶ��ܼ����ֵ��տs�ʴ�
�ġ�����ˇ��(du��)������Ʒ�տs�ʵ�Ӱ�
��1����Ͳ�ض�����Ͳ�ض��^�ߕr(sh��)���������f�^�ö�ʹ�տs���pС������С���ڕr(sh��)���ڹ̻����ʹ�տs�����^��(du��)�ڱں��ܼ����f����ʹͲ�ض��^�ߣ����տs�����^��
��2���a(b��)�����ڳ��͗l���У��M���p���a(b��)����ʹ�ܼ��ߴ籣�ַ�(w��n)�������a(b��)�ϲ���t�o�����։�����Ҳ��(hu��)ʹ�տs������
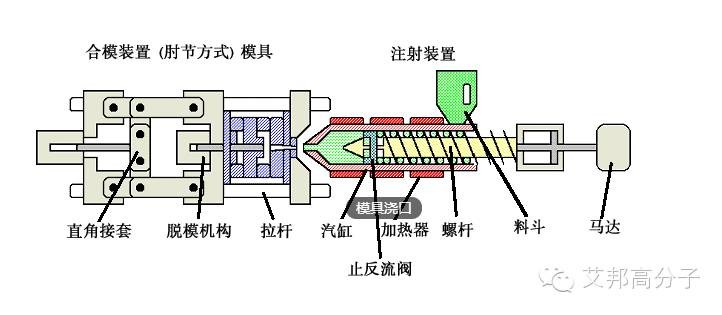
��3��ע�䉺����ע�䉺���nj�(du��)�տs��Ӱ��^������أ��e�dz���Y(ji��)����ı�����������һ����r�£������^��r(sh��)������ϵ��ܶȴ��տs�ʾ��^С��
��4��ע���ٶ���ע���ٶȌ�(du��)�տs�ʵ�Ӱ��^С������(du��)�ڱ����ܼ��ڷdz�С���Լ�ʹ�Ï�(qi��ng)�����ϕr(sh��)��ע���ٶȼӿ�t�տs��С��
ģ�ߜضȣ�ͨ��ģ�ߜض��^�ߕr(sh��)�տs��Ҳ�^����(du��)�ڱ����ܼ���ģ�ߜضȸ߄t���ϵ�����(d��ng)����С���M(j��n)���տs�ʷ����^С��
��5���������������������c�տs�ʟoֱ���P(gu��n)ϵ������ע�⣬��(d��ng)�ӿ�������ڕr(sh��)��ģ�ߜضȡ����Ϝضȵȱ�ȻҲ�l(f��)��׃�����Ķ�Ӱ��տs�ʵ�׃����
��6��ģ�ߜض���ģ�ߜض�Խ�ߣ��տs��Խ��

�塢���������տs��
�����dz��õ����z�տs��
PA6ϵ�г����տs��
���Q�����������տs��% ��ע
15%���w����(qi��ng)PA6 0.5-0.8 PA6G15
20%���w����(qi��ng)PA6 0.4-0.6 PA6G20
30%���w����(qi��ng)PA6 0.3-0.5 PA6G30
40%���w����(qi��ng)PA6 0.1-0.3 PA6G40
50%���w����(qi��ng)PA6 0.1-0.3 PA6G50
25%���w����(qi��ng)��ȼPA6 0.2-0.4 Z-PA6G25
30%���w����(qi��ng)��ȼPA6 0.2-0.4 Z-PA6G30
30%���w����(qi��ng)�o�u��ȼPA6 0.2-0.4 Z-PA6G30
�o�u��ȼPA6 0.8-1.2 Z-PA6
30%�V�����o�u��ȼPA6 0.5-0.8 Z-PA6M30
30%���������PA6 0.8-1.2 PA6M30
30%���w�V���(f��)�����PA6 0.3-0.5 PA6M30
40%���w�V���(f��)�����PA6 0.2-0.5 PA6M40
30%�V�����PA6 0.6-0.9 PA6M30
40%�V�����PA6 0.4-0.7 PA6M40
PA6һ��ע�ܼ�(j��) 1.4-1.8 PA6
PA6���ٳ��� 1.2-1.6 PA6
PA6һ�����g 1.0-1.5 PA6
PA6����g 0.9-1.3 PA6
PA6�����g 0.9-1.3 PA6
MoS2�����ĥPA6 1.0-1.4 PA6
PA66ϵ�г����տs��
���Q�����������տs��% ��ע
15%���w����(qi��ng)PA66 0.6-0.9 PA66G15
20%���w����(qi��ng)PA66 0.5-0.8 PA66G20
25%���w����(qi��ng)�͟���PA66 0.4-0.7 PA66G25
30%���w����(qi��ng)PA66 0.4-0.7 PA66G30
30%���w����(qi��ng)��ˮ��PA66 0.3-0.6 PA66G30
40%���w����(qi��ng)PA66 0.2-0.5 PA66G40
50%���w����(qi��ng)PA66 0.1-0.3 PA66G50
25%���w����(qi��ng)��ȼPA66 0.2-0.4 Z-PA66G25
30%���w����(qi��ng)��ȼPA66 0.2-0.4 Z-PA66G30
30%�V�����o�u��ȼPA66 0.2-0.4 PA66M30
�o�u��ȼPA66 0.8-1.2 Z-PA66
30%�V�����o�u��ȼPA66 0.4-0.7 Z-PA66M30
30%���������PA66 0.8-1.2 PA66M30
30%���w�V���(f��)�����PA66 0.2-0.5 PA66M30
30%�V�����PA66 0.6-0.9 PA66M30
40%�V�����PA66 0.4-0.7 PA66M40
һ��ע�ܼ�(j��)PA66 1.5-1.8 PA66
���ٳ���PA66 1.5-1.8 PA66
һ�����gPA66 1.2-1.7 PA66
����gPA66 1.2-1.6 PA66
�����gPA66 1.2-1.6 PA66
MoS2�����ĥPA66 1.2-1.6 PA66
PA/ABSϵ�г����տs��
���Q�����������տs��% ��ע
10%���w����(qi��ng)PA/ABS 0.3-0.6 PA/ABSG10
20%���w����(qi��ng)PA/ABS 0.2-0.5 PA/ABSG20
30%���w����(qi��ng)PA/ABS 0.1-0.3 PA/ABSG30
20%���w����(qi��ng)��ȼPA/ABS 0.2-0.5 Z-PA/ABSG20
�͛_��PA/ABS 0.5-0.8 PA/ABS
�ߛ_��PA/ABS 0.8-1.0 PA/ABS
PPϵ�г����տs��
���Q�����������տs��% ��ע
20%��ʯ�����PP 1.0-1.5 PPM20
30%��ʯ�����PP 0.8-1.2 PPM30
40%��ʯ�����PP 0.8-1.0 PPM40
20%��ʯ��������gPP 1.0-1.2 PPM20
20%̼���}���PP 1.2-1.6 PPM20
10%���w����(qi��ng)PP 0.7-1.0 PPG10
20%���w����(qi��ng)PP 0.5-0.8 PPG20
30%���w����(qi��ng)PP 0.4-0.7 PPG30
40%���w����(qi��ng)PP 0.3-0.5 PPG40
20%���������PP 1.2-1.6 PPM20
30%���������PP 1.0-1.2 PPM20
15%���w����(qi��ng)��ȼPP 0.5-0.7 Z-PPG15
20%���w����(qi��ng)��ȼPP 0.3-0.5 Z-PPG20
30%���w����(qi��ng)��ȼPP 0.2-0.4 Z-PPG30
��ϵ��ȼ��(j��)PP 1.5-1.8 PP
�o�u��ȼ��(j��)PP 1.3-1.6 PP
������(d��ng)�����PP 1.5-2.0 PP
һ�����gPP 1.5-2.0 PP
����gPP 1.4-1.9 PP
�����gPP 1.3-1.8 PP
�͟��ϻ�PP1 1.5-2.0 PP1
�͟��ϻ�PP2 1.5-2.0 PP2
�͟��ϻ�PP3 1.5-2.0 PP3
���_���ͺ�PP4 1.5-2.0 PP4
�߿��_�ͺ�PP5 1.5-1.8 PP5
20%��ʯ�����PP6 1.0-1.2 PP6
30%��ʯ�����PP7 0.9-1.1 PP7
40%��ʯ�����PP8 0.8-1.0 PP8
20%���w����(qi��ng)PP9 0.5-0.8 PP9
30%���w����(qi��ng)���͟�PP 0.4-0.7 PP10
PCϵ�г����տs��
���Q�����������տs��% ��ע
10%���w����(qi��ng)PC 0.3-0.5 PCG10
20%���w����(qi��ng)PC 0.3-0.5 PCG20
25%���w����(qi��ng)PC 0.2-0.4 PCG25
30%���w����(qi��ng)PC 0.2-0.4 PCG30
20%���w����(qi��ng)��ȼPC 0.2-0.4 Z-PCG20
25%���w����(qi��ng)��ȼPC 0.2-0.4 Z-PCG25
30%���w����(qi��ng)��ȼPC 0.2-0.4 Z-PCG30
20%���w����(qi��ng)�o�u��ȼPC 0.2-0.4 Z-PCG20
30%���w����(qi��ng)�o�u��ȼPC 0.1-0.3 Z-PCG30
20%���������PC 0.3-0.6 PCM20
PC/ABSϵ�г����տs��
���Q�����������տs��% ��ע
20%���w����(qi��ng)PC/ABS 0.2-0.4 PC/ABSG20
��ϵ��ȼPC/ABS 0.3-0.6 Z-PC/ABS
�o�u��ȼPC/ABS 0.4-0.7 Z-PC/ABS
�ͺ(j��)PC/ABS 0.4-0.7 PC/ABS
35%PC 0.4-0.6PC/ABS
65%PC 0.4-0.7PC/ABS
85%PC 0.4-0.7PC/ABS
PC/PBTϵ�г����տs��
���Q�����������տs��% ��ע
10%���w����(qi��ng)PC/PBT 0.5-0.8 PC/PBTG10
20%���w����(qi��ng)PC/PBT 0.4-0.6 PC/PBTG20
30%���w����(qi��ng)PC/PBT 0.3-0.5 PC/PBTG30
30%���w����(qi��ng)��ȼ���͟�PC/PBT 0.3-0.5 Z-PC/PBTG30
�ߛ_�����͟�PC/PBT 0.6-1.0 PC/PBT
PBT/ABSϵ�г����տs��
���Q�����������տs��% ��ע
20%���w����(qi��ng)PBT/ABS 0.3-0.5 PBT/ABSG20
30%���w����(qi��ng)PBT/ABS 0.2-0.4 PBT/ABSG30
20%���w����(qi��ng)��ȼPBT/ABS 0.2-0.4 Z-PBT/ABSG20
30%���w����(qi��ng)��ȼPBT/ABS 0.2-0.4 Z-PBT/ABSG30
ͨ��ע�ܼ�(j��)PBT/ABS 0.8-1.2 PBT/ABS
ͨ����ȼ��(j��)PBT/ABS 0.7-1.1 PBT/ABS
ABSϵ�г����տs��Ӱ�������Ʒ�տs�ʵ�����
���Q�����������տs��% ��ע
20%���w����(qi��ng)ABS 0.2-0.4 ABSG20
25%���w����(qi��ng)ABS 0.2-0.4 ABSG25
30%���w����(qi��ng)ABS 0.1-0.3 ABSG30
20%���w����(qi��ng)��ȼABS 0.1-0.3 Z-ABSG20
һ����ȼ��(j��)ABS 0.4-0.7 Z-ABS
һ��ע�ܼ�(j��)ABS 0.4-0.7 ABS
�ͺ(j��)ABS 0.4-0.7 ABS
��վ��؟(z��)������վ��Ϣ���Ի�(li��n)�W(w��ng)������������վ�^�c(di��n)����(du��)�˲��Г�(d��n)�κη���؟(z��)�Ρ���Ո(q��ng)֔(j��n)���������x�x��


